PROYECTO ROBÓTICA INDUSTRIAL ABB
1. Introducción
Este proyecto se resumen en un proceso industrial robotizado, en el cual se mecanizan llantas en 3 etapas gracias a maquinas CNC.
2. Objetivos
El objetivo es la alimentación de las 3 maquinas CNC con 2 robots.
El primero, dispone de un track ABB, será el encargado de recoger las llantas que llegan a la celda a través de una cinta, ademas de alimentar el primer y segundo CNC en una secuencia en la cual cada llanta pasa una vez por cada maquina y estas pasen el menor tiempo posible en inactividad. Por último, coloca las llantas finalizadas en un posicionador.
El segundo, recogerá las llantas provenientes del primer robot, colocadas en le posicionador, para introducirlas en le tercer CNC y por ultimo disponerlas en una cinta transportadora final.
3. Elementos de trabajo utilizados
2 IRB 4600 20/2.5

3 Tornos CNC.

1 IRBT 4004 Estándar: Track en el que se sitúa un IRB 4600.

2 SC_BeltConveyor: Encargadas de la entrada y salida de llantas en la celda.

2 SC_ShunkGripper: Garras de las que disponen los IRB 4600.

1 IRBP A250 D1000 M2009 REV1: Posicionador en el que se disponen las llantas para el intercambio entre robots.

2 IRC5 Controller Module: Controladores de cada uno de los robots.

4. Elementos de seguridad
Aunque en la simulación no aparezcan reflejados todos los elementos, en una celda real tendría que poseer todos estes dispositivos.
1 Cabina para PLC de seguridad, encargado de ordenar el paro del proceso en caso de cualquier situación anormal o peligrosa

1 SC_StatusLamp de señalización, con la cual se advierte con luz verde que el proceso se encuentra parado, con luz ámbar que el proceso se encuentra activo.

Vallas de seguridad y puerta con sistema de seguridad, para formar una celda que aísle el proceso, de este modo no es posible el acceso, por parte del operario, a este salvo por la puerta de seguridad, que una vez abierta se detiene el proceso.


Pantalla HMI, con el que el operario podrá observar el estado del proceso en cada momento.

5. Descripción del proceso
Para comenzar, el primer IRB 4600, activa la apertura de los dos CNC (al igual que el segundo IRB 4600) además del primer BeltConveyor, a través del cual llegan las llantas a la celda.
A continuación, el robot alimenta el primer CNC, espera a que llegue otra llanta, en ese momento retira del CNC la llanta y alimenta el segundo CNC y posteriormente al primero con la segunda llanta.
Por último, retira la primera llanta y la dispone en el posicionador, continuando con el bucle de alimentación y retirada de los CNC con el objetivo de que estén el menor tiempo posible inactivos.
Continuando con el segundo IRB 4600, este retira la llanta del posicionador en cuanto el primer robot le de la orden, la lleva al ultimo CNC, espera un tiempo y retira la llanta disponiéndola en el BeltConveyor de salida de la celda.
* Lógica de Estación

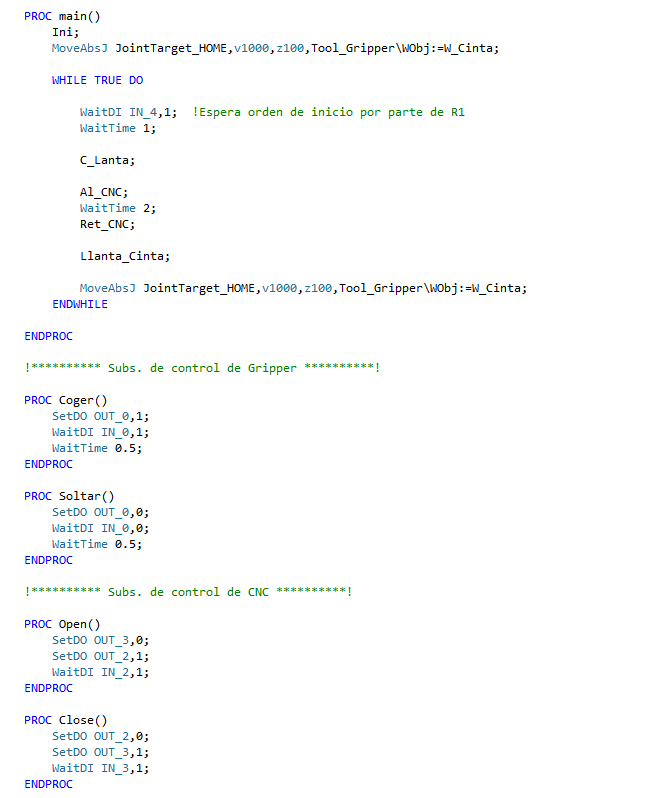
* Programa RAPID del primer IRB 4600




* Programa RAPID del segundo IRB 4600

* Simulación del proceso
* Enlace de descarga
https://drive.google.com/open?id=1dE67qGK4OxwO8Re3ifeyLmerruHvumgo
No hay comentarios:
Publicar un comentario